


佛山市慧控机电设备有限公司
 电话:0757-86677606
电话:0757-86677606
 手机:15813415091
手机:15813415091
 邮箱:fshuikong@163.com
邮箱:fshuikong@163.com
 地址:佛山市南海区狮山罗村街道孝贤路8号工业园3栋401
地址:佛山市南海区狮山罗村街道孝贤路8号工业园3栋401

 您的位置:
您的位置: 发布者:慧控 时间:2017/5/20 11:35:52
永宏PLC在贴标机上的应用
1、行业介绍
从我国锂电池的应用领域来看,我国锂电池广泛应用于手机、笔记本电脑、电动自行车、电动汽车、电动工具、数码相机等众多下游领域,电网储能在锂电池需求中占比仅为2%左右,而在手机和笔记本电脑中的占比分别高达38%和24%。锂电池行业前景是随着后端市场的起步而逐渐扩大的,这样的行业前景只要终端市场的不断扩大,对前端行业的影响是非常明显的,也就是说锂电池行业这几年随着离线电子设备用的普通电池和动力电池的使用量的增加呈现了大幅度的增长。

2系统设计方案
2.1 方案背景
在与其他厂牌的产品进行对比,发现永宏的PLC和触摸屏在性价比方面优势较大,所以该控制系统采用了以FATEK永宏的FBs系列PLC为控制核心,以FATEK永宏的Unicon系列HMI为操作核心,以FATEK永宏的FID系列变频器以及A3系列的伺服系统为运控核心。
2.2 客户需求
根据机械结构和工艺要求,贴标机主要需要实现三大部分的功能:A面贴标工序,翻转折边工序,B面贴标工序。另外细分的话还需要实现以下多种控制要求:6轴的回原点功能,Y轴与Z轴的自动寻零点及偏移功能,Z轴与X轴的同步运动功能,机械手的取料放料功能,A、B面的单动功能,总而言之,贴标机的具体工艺及功能要求如下表2-1:
|
要求1 |
设备操作简单易学,触摸屏画面美观,可以实时监控设备的运行状态 |
|
要求2 |
各个轴的自动寻零点以及偏移功能 |
|
要求3 |
卷料的Z轴和送料的X轴需要速度、距离的同步 |
|
要求4 |
能够实现A面和B面的单动操作,在测试的时候可单独使用 |
|
要求5 |
所有的气缸和伺服都需要在触摸屏上面显示报警功能 |
|
要求6 |
做好所有工序之间的动作互锁功能 |
表2-1 贴标机的具体工艺及功能要求
2.3 解决方案
根据控制及工艺要求,贴标机控制方案主要包括系统硬件设计和系统软件设计;其中系统硬件设计包括硬件(产品)配置、机械结构、气动控制和电气控制等四部分;系统软件设计包括流程控制、I/O配置和程序设计等三部分;贴标机的设计参数如表2-3;贴标机的实物图如图2-3-1。
|
设计参数 |
实物效果图 |
|
|
控制系统 |
永宏PLC |
|
|
操作界面 |
永宏HMI |
|
|
伺服驱动 |
A3伺服 |
|
|
气动驱动 |
SMC电磁阀 |
|
|
通讯类型 |
永宏标准通讯协议 |
|
|
工作气压 |
0.6MPa-0.8MPa |
|
|
工作效率 |
16S/PCS |
|
|
工作环境 |
温度5-40度 |
|
|
湿度10-90% |
||

基于上述各项技术指标,本方案控制系统采用两台永宏FBS系列MC定位控制型PLC控制器,主要控制贴标机的所有控制动作;通讯模块采用两台永宏FBS-CB5通讯模板来实现主从站PLC之间的高速CPU Link;伺服控制系统采用的是A3系列控制器,分别控制各个轴之间的动作流程;气动控制系统采用多通道SMC单相电磁阀,用来控制多组气缸及夹具之间的动作;上位机则采用的是永宏经济型HMI操作界面,用于进行功能选择,手动操作,参数设置,报警显示和单动流程的用户操作。
3、系统硬件设计
贴标机的系统硬件设计主要包括四部分:硬件配置、机械结构、气动控制和电气控制;其中硬件配置主要对电气产品的配置进行了说明,机械结构主要对结构的组成和结构的解析进行了说明,气动控制主要对气动部分的组成进行了说明,电气控制主要对主电路,控制电路和电器柜配线进行了说明。贴标机的系统硬件设计架构图如图3-1。

图3-1贴标机的系统硬件设计架构图
3.1 硬件配置
贴标机选用的是永宏FBs-60MCT2-AC为主机,FBs-40MCT2-AC为从机;同时选用I/O扩展模块FBs-16Y+FBs-20X,以及永宏的2个FBs-CB5的通讯板卡;同时选用永宏HU102E-00的触摸屏;控制单元采用的是永宏A3系列的伺服,整套方案能够帮助客户节约很多系统成本。贴标机系统硬件系统清单如图表3-1。
|
硬件明细表 |
||
|
产品类型 |
产品型号 |
产品数量 |
|
永宏PLC |
FBs-60MCT2-AC |
1台 |
|
FBs-40MCT2-AC |
1台 |
|
|
永宏模块 |
FBs-CB5 |
2台 |
|
永宏I/O扩展模块 |
FBs-16Y |
1台 |
|
FBs-20X |
1台 |
|
|
永宏触摸屏 |
HU102E-00 |
1台 |
3.2 电气控制
贴标机的电气控制主要分为主电路和控制电路两部分。主电路使用AC220V供电,火线采用2.5平方的单芯红色PVC线,零线采用2.5平方的单芯黑色PVC线,地线采用2.5平方的黄绿PVC线;主电路主要供给4个伺服驱动器及2个步进驱动器、主从站PLC控制单元、开关电源、散热风扇等部件供电,并通过电源指示灯来显示;控制电路采用24V供电,信号或电源(+)采用0.5平方的多芯红色PVC线,信号或电源(-)采用0.5平方的多芯黑色PVC线;控制电路主要给触摸屏、电磁阀、传感器和指示灯等控制信号供电;控制电路还采用中间继电器等电气部件进行控制电路中间的控制转换。贴标机PLC主站控制电路原理图3-2-1,贴标机PLC从站控制电路原理图3-2-2。

如图3-2-1贴标机PLC主站控制电路原理图

如图3-2-2贴标机PLC从站控制电路原理图

图4-1 贴标机的系统软件设计架构图
4.1 工艺流程
贴标机的工艺流程主要分为三大流程:A面贴标工序、翻转折边工序和B面贴标工序;这三部分的工艺流程是按照顺序进行的,但是这三部分之间也要有互锁关系(后一个动作没完成或是卡料了,前面是不能放行的),否者会照成撞机,从而达到很好的工艺效果。贴标机的工艺流程如图4-1-1。

图4-1-1贴标机的工艺流程
4.2 控制流程
工艺控制流程一
A面贴标工序:首先复位回原点,启动,送料检测到有料且X轴在原点,送料电机启动、Y轴寻零并偏移、Z轴寻零,完成后X轴偏移指定的位移,等X轴偏移完成后,延时后贴标气缸下降,进行A面贴标动作,直到完成贴标动作。如图4-2。

图4-2 A面贴标工序图
工艺控制流程二
翻转折边工序:首先A面送料电机将产品流出,翻面停止点检测到有料,送料电机停止、翻面气缸下降进行吸真空,真空达到设定值后翻转,机械手过来取料,当折边停止点检测到,机械手开始放料并完成折边工序。如图4-3。
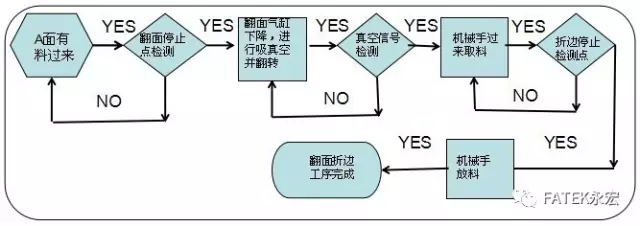
图4-3 翻转折边工序图
工艺控制流程三
B面贴标工序:首先送料电机将产品传送,送料检测到有料且X轴在原点,送料电机停止、Y轴寻零并偏移、Z轴寻零,完成后X轴偏移指定的位移,等X轴偏移完成后,延时后贴标气缸下降,进行B面贴标动作,直到完成贴标动作。如图4-4。

图4-4 B面贴标工序图
4.3 PLC功能指令应用
FUN140定位功能指令
1. FUN140(HSPSO)指令的 NC 定位程序是以文字的程序书写方式来编辑;每一定位点我们称一步(含输出频率、动作行程、转移条件) ,一个 FUN140 最多可编 250 步定位点,每一步定位点需占用 9 个缓存器。
2. 将定位程序存在缓存器最大好处是,如果结合人机作机台操控设定,则可将定位程序存入,直接通过设置速度,而且还可以通过改变速度寄存器的值,来进行多段加减速。

高速通讯程序
由于设备需要控制6轴,起初在确定方案时就考虑到使用2个PLC主机进行高速联机通讯,高速通讯采用的是永宏专用的PORT2通讯口,最高速度可达到912.6kbps;主要用于主站PLC与从站PLC之间的数据共享和动作信息的互换,高速联机程序分为主站程序和从站程序,主站为永宏FUN151 MD3模式,从站则只需要将特殊寄存器M1958置1即可。通过指令表格就可以完成程序的编辑,为使用者提供了极大的方便。


FUN140指令多段速应用
由于设备在做贴标的过程中需要2个轴的同步动作,即X轴将产品向前移动,Z轴卷料伺服将标签送料前进;这就需要X轴与Z两个伺服同步动作,此时我用X轴的作为基准,Z轴的移动距离与速度是根据X轴来确定的,确认两者的同步性,通过线性转换设定一个比值,可调节这个比值来做微调动作,与此同时还需要将特殊寄存器M2000置1(多轴同动)。同时140指令中的多段速使用DRVC连续多段(多段速的最后一步需要使用DRV指令)。


FUN141伺服参数指令
在进行贴标机PLC整体程序设计和规划时,参数设置程序采用的是永宏FUN 141(伺服参数设置)指令来对伺服的相关参数进行设置;一条参数指令既能完成参数设置程序的编辑,为程序编辑和调试提供了极大的方便。










5、实施结果
通过现场调试,贴标机的运行效率为16s/Pcs,并再进行精度测试,通过外观检测,贴标的误差大约在正负0.5mm;而且贴标机在运行过程中运行平稳、生产效率高;从而提高客户的生产效率,降低了劳动强度,节约了人工成本,改善了工作环境。
专业十五年经验懂需求、更懂技术厂家
自动化系统方案标杆企业
更多详细选型资料欢迎来人来电咨询
0757-86677606
- 永宏PLC在送扣打扣机上的应用2017-05-20
- 永宏PLC在全自动切卷机上的应用2017-05-20
- 制冷行业解决方案2019-05-02
- FID-N10变频器在数控车床上的应用2017-05-20
- 暖通空调解决方案2019-05-02
- 环保行业解决方案2019-05-02
- 永宏PLC在数码椭圆印花机上的应用2017-05-20
- 华远电气G1系列在钢筋笼滚焊机上的应用2019-04-30
- 锅炉行业解决方案2019-04-30
- FID-N10变频器在污水处理上的应用2017-05-20
- 供水行业解决方案2019-04-30
- G1系列变频器在玻璃钢化炉生产线上的应用2019-04-30
- 平网印花机解决方案2017-04-26
- 干货!变频器与传动使用的常见问题解答2017-05-20
- 【通俗易懂】PLC与变频器 三种硬件联机方式 &…2017-05-20
- 想成为变频专家?先学会【变频传动34条】!2017-05-20
- 全自动贴标机控制系统2017-04-26
- 永宏PLC在自动旋盖机上的应用2017-05-20
- 日用陶瓷窑炉控制系统2017-04-29
- 玻璃下片堆垛机控制系统2017-04-26




 销售咨询郑先生
销售咨询郑先生